Описание продукции
Обзор станка
1.1 Объем обработки станка
- Диапазон резакивания: Φ60~Φ630 мм
- Диапазон сверления: Φ50~Φ120 мм
- Диапазон тонкосшлифовки: Φ60~Φ630 мм
- Глубина обработки: 6000 мм
- Диапазон длины заготовки: 1000 мм ~ 6000 мм
- Диапазон внешнего диаметра заготовки: Φ100~Φ750 мм
1.2 Назначение станка
Предназначен для резакивания и тонкосшлифовки внутренних отверстий цилиндрических трубчатых изделий; сверления, резакивания и тонкосшлифовки сплошных стержней.
1.3 Функции станка
Сверление, резакивание, тонкосшлифовка.
1.3.1 Сверление и резакивание
- Сверление: Наружное подключение масла, внутреннее удаление стружки. Резервное масло поступает в зону режущего инструмента через зазор между маслоснабжающим устройством, штанге и отверстием, а затем вместе со стружкой удаляется через внутренний канал штанги.
- Резакивание: Масло подается на инструмент через зазор между маслоснабжающим устройством, штанге и отверстием; стружка удаляется вперед через подготовительное отверстие заготовки.
1.3.2 Тонкосшлифовка
На переднем конце вала станочного бабки устанавливается вращательный переходник, через который и внутренний канал штанги осуществляется подача масла на инструмент.
На заднем конце вала станочного бабки монтируется сервоуправляемое расширяющее устройство для тонкосшлифовочного инструмента, обеспечивающее фиксированное давление и фиксированный объем подачи тонкосшлифовочного инструмента.
Для резакивания используется специальное глубоководное резервное масло, а для тонкосшлифовки — специальное масло для тонкосшлифовки. Станок оснащен двумя системами охлаждения.
Переключение между резакиванием и тонкосшлифовкой включает смену инструмента, вспомогательных устройств и резервного масла.
1.4 Способы крепления заготовки: 3 вида
1.4.1 С использованием патронов и конических дисков
Ручной четырехзубой патрон на станочной бабке зажимает один конец заготовки, маслоснабжающее устройство автоматически прижимает другой конец, а опора центра поддерживает заготовку (см. рисунок ниже).

1.4.2 С использованием двойных конических дисков
На станочную бабку и маслоснабжающее устройство устанавливаются конические диски соответственно. На концах заготовки выполняются фаски. ЧПУ управляет осевым перемещением маслоснабжающего устройства для автоматического зажима и позиционирования заготовки, а опора центра поддерживает заготовку (см. рисунок ниже).

1.4.3 Способ крепления заготовки при тонкосшлифовке
Ручной четырехзубой патрон на станочной бабке зажимает один конец заготовки, опора центра поддерживает другой конец, а между маслоснабжающим устройством и заготовкой поддерживается определенное расстояние.
1.5 Система управления станком
Используется ПЛК.
- Главный электродвигатель станочной бабки: domácый сервоэлектродвигатель главного вала.
- Главный электродвигатель станочного бабки (штанговой блок): domácый сервоэлектродвигатель главного вала.
- Z1: Осевое перемещение подачи станочного бабки (штангового блока). Сервоэлектродвигатель через редуктор приводит в движение механизм шестерня-рассек.
- Z2: Сервоуправляемое прижимание заготовки маслоснабжающим устройством. Сервоэлектродвигатель через редуктор приводит в движение механизм шестерня-рассек.
- Z3: Сервоуправляемое расширение тонкосшлифовочного головки. Сервоэлектродвигатель через редуктор приводит в движение винтовой механизм.
1.6 Основные компоненты станка
Станина, станочная бабка, подставка для заготовки, маслоснабжающее устройство, опора для штанги, станочный бабок (штанговый блок), линейные направляющие, шестерни и рассек, система охлаждения для резакивания, система охлаждения для тонкосшлифовки, система ПЛК, электрическая коробка, опора центра и т.д.
1.6.1 Направляющие, используемые на станине: Цилиндрические тяжелые линейные направляющие.
1.6.2 Основные детали (коробки, станина, плиты и т.д.) изготовлены методом точной литья из высококачественной чугунистой стали. После литья проводится двукратная старение для устранения внутренних напряжений, стабилизации структуры и размеров, а также улучшения механических свойств.
1.6.3 Станина
- Изготовлена методом литья по смоляной форме, после литья подвергается нормализации.
- Использует разъемную конструкцию, смонтированную с помощью высокопрочных болтов и фиксированную конусными штифтами.
- Внутри станины установлены прямозубые рассек для передачи движения подачи инструмента. Рассек подвергаются точной обработке и закалке. Станок обладает высокой нагрузочной способностью, жесткостью и стабильностью передачи.
- Внутри станины размещены V-образные наклонные ребра, обеспечивающие высокую прочность опоры и малую деформацию. Внешние стенки станины напрямую поддерживают направляющие, которые могут выдерживать большие срезывающие усилия, обладают высокой жесткостью, малой деформацией и вибрацией в процессе обработки, что способствует повышению качества и эффективности обработки станка.
- Вокруг станины установлена защитная кожа.
1.6.4 Станочный бабок (штанговый блок)
- Осуществляет вращение инструмента.
- Общий для тонкосшлифовки и резакивания. Использует сервоэлектродвигатель главного вала мощностью 30 кВт, который через шестеренчатый редуктор приводит в движение вращение главного вала. Диапазон скоростей: 10-350 об/мин, бесступенчатая регулировка скорости. На заднем конце главного вала станочного бабки (штангового блока) установлен сервоуправляемое расширяющее механизм тонкосшлифовочного головки.
1.6.5 Станочная бабка
- Осуществляет вращение заготовки.
- Фиксирована с левого конца станины. Ручная 3-ступенчатая коробка передач с бесступенчатой регулировкой скорости в пределах каждой ступени. Двигатель главного вала мощностью 45 кВт приводит в движение вращение главного вала. На переднем конце станочной бабки установлен ручной четырехзубой патрон для крепления заготовки.
- шестерни изготовлены методом точной шлифовки. Поверхность зубьев шестереней подвергается индукционной закалке, твердость поверхности зубьев HRC48-52. Благодаря этому шестерни получают высокую прочность, твердость, износостойкость и предел усталости, могут выдерживать большие переменные и ударные нагрузки.
- Для увеличения срока службы шестереней и подшипников используется циркуляционное смазка маслом.
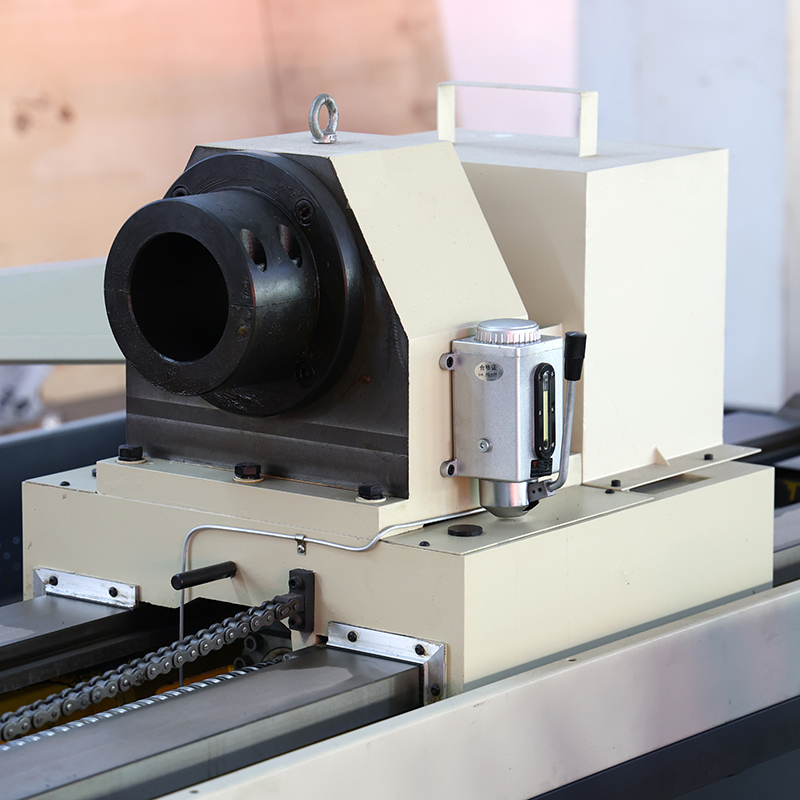
1.6.6 Маслоснабжающее устройство
- Предназначено для наведения инструмента, подачи масла и опоры. Использует сервоэлектродвигатель для осевого перемещения, адаптируется к обработке заготовок различной длины, а также прижимает и отпускает заготовку.
- Сервоэлектродвигатель приводит в движение прижимание или отпуск заготовки маслоснабжающим устройством, обеспечивая высокую точность и жесткость. Маслоснабжающее устройство имеет коробчатаю конструкцию в целом, обеспечивая высокую точность и жесткость.
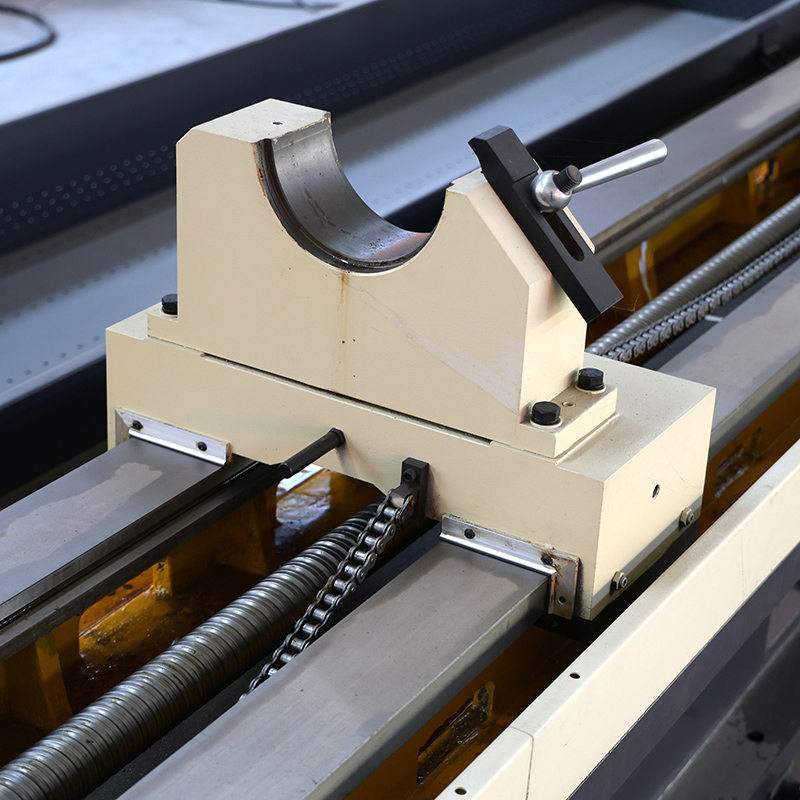
1.6.7 Оpora для штанги
- Предназначена для поддержки штанги. Использует моноблочную конструкцию высокой жесткости, на которой установлены опорные втулки, способные поглощать удары, вибрации и т.д., возникающие в процессе обработки.
1.6.8 Подставка для заготовки
- Предварительное позиционирование заготовки, отсоединяется от заготовки в процессе обработки.
1.6.9 Система охлаждения: 2 системы, отдельные баки для тонкосшлифовки и сверления/резакивания.
- Система охлаждения для сверления/резакивания: в основном состоит из двух групп насосов охлаждения, 1 комплекта коробок для сбора стружки, бака и т.д.
- Система охлаждения для тонкосшлифовки: в основном состоит из 1 группы насосов охлаждения, 2 комплектов циркуляционных баков, 1 комплекта чистового бака, магнитного валиковогоyfiltera, бумажногоyfiltera и т.д.
1.6.10 Оpora центра
- Предназначена для поддержки заготовки. Конструкция трехточечной замкнутой опоры центра: два нижних вала с роликами, один верхний вал с роликом. Два нижних вала с роликами регулируют поперечное положение через винтовой механизм.
1.6.11 Смазка
- Подшипники и шестерни станочной бабки и станочного бабка (штангового блока) смазываются циркуляционным машинным маслом. Подвижные плиты подачи маслоснабжающего устройства и станочного бабка (штангового блока) смазываются автоматической периодической смазкой.
Основные параметры станка
| Технические характеристики |
Технические характеристики |
Технические характеристики |
Технические характеристики |
Параметры |
Примечания |
| Объем работы |
Диапазон резакивания |
Диапазон резакивания |
Диапазон резакивания |
Φ60~Φ630 мм |
|
|
Диапазон сверления |
Диапазон сверления |
Диапазон сверления |
Φ50~Φ120 мм |
|
|
Диапазон тонкосшлифовки |
Диапазон тонкосшлифовки |
Диапазон тонкосшлифовки |
Φ60~Φ630 мм |
|
|
Максимальная глубина обработки |
Максимальная глубина обработки |
Максимальная глубина обработки |
6000 мм |
|
|
Диапазон длины заготовки |
Диапазон длины заготовки |
Диапазон длины заготовки |
1000~6000 мм |
|
|
Диапазон внешнего диаметра заготовки |
Диапазон внешнего диаметра заготовки |
Диапазон внешнего диаметра заготовки |
Φ100~Φ750 мм |
|
| Производительность станка |
Ось Z1 (подача станочного бабка (штангового блока)) |
Резакивание |
Диапазон скоростей |
5~1500 мм/мин |
|
|
|
Тонкосшлифовка |
Диапазон скоростей |
5~18 м/мин |
|
|
|
Момент/мощность сервоэлектродвигателя |
Момент/мощность сервоэлектродвигателя |
48 Нм/7.5 кВт |
|
|
Ось Z2 (перемещение маслоснабжающего устройства) |
Максимальная скорость быстрого перемещения |
Максимальная скорость быстрого перемещения |
3 м/мин |
|
|
|
Момент/мощность сервоэлектродвигателя |
Момент/мощность сервоэлектродвигателя |
27 Нм/4.3 кВт |
|
|
Ось Z3 (сервоуправляемое расширение тонкосшлифовочного головки) |
Момент/мощность сервоэлектродвигателя |
Момент/мощность сервоэлектродвигателя |
2.39 Нм/0.75 кВт |
|
|
Станочный бабок (штанговый блок) |
Диапазон скоростей |
Диапазон скоростей |
10~350 об/мин |
Бесступенчатая регулировка скорости |
|
|
Мощность электродвигателя |
Мощность электродвигателя |
30 кВт |
Сервоэлектродвигатель главного вала |
|
Станочная бабка |
Диапазон скоростей |
Диапазон скоростей |
4.41~441 об/мин |
|
|
|
Мощность электродвигателя |
Мощность электродвигателя |
45 кВт |
|
|
|
Патрон |
Патрон |
φ800 мм |
Ручной четырехзубой |
| Другое |
Ширина линейных направляющих |
Ширина линейных направляющих |
Ширина линейных направляющих |
63 мм |
|
|
Площадь занимаемого места станка |
Площадь занимаемого места станка |
Площадь занимаемого места станка |
30 м×3 м |
|
|
Масса станка |
Масса станка |
Масса станка |
Около 40 тонн |
|
|
Общая мощность станка |
Общая мощность станка |
Общая мощность станка |
120 кВт |
|
| Система охлаждения |
Сверление/резакивание |
Максимальное давление |
Максимальное давление |
2.5 МПа |
|
|
|
Максимальный расход |
Максимальный расход |
600 Л/мин |
|
|
Тонкосшлифовка |
Электродвигатель насоса охлаждения |
Электродвигатель насоса охлаждения |
2.2 кВт, 1 группа |
|
|
|
Расход |
Расход |
200 Л/мин |
|
Перечень основных комплектующих станка
| № п/п |
Название |
Производитель |
| 1 |
ПЛК |
Delta Electronics |
| 2 |
Сервоэлектродвигатель подачи |
Wuhan Maixin |
| 3 |
Главный электродвигатель станочной бабки |
Emke |
| 4 |
Подшипники главного вала |
Харбин |
| 5 |
Главный электродвигатель станочного бабка (штангового блока) |
Emke |
| 6 |
Основные электрические компоненты |
Siemens или Chint |
| 7 |
Рассек |
Taiwan Yuanyichang или эквивалентный бренд |
| 8 |
Серворедуктор |
Yingkerun |
| 9 |
Цилиндрические тяжелые линейные направляющие |
Nanjing Gongyi |
Стандартное оснащение станка
| № п/п |
Название |
Количество |
Примечания |
| 1 |
Станина |
1 комплект |
|
| 2 |
Станочный бабок (штанговый блок) |
1 комплект |
|
| 3 |
Станочная бабка |
1 комплект |
|
| 4 |
Патрон |
1 комплект |
|
| 5 |
Оpora для штанги |
2 комплекта |
|
| 6 |
Маслоснабжающее устройство |
1 комплект |
|
| 7 |
Замкнутая опора центра |
2 комплекта |
|
| 8 |
Система охлаждения для резакивания |
1 комплект |
|
| 9 |
Система охлаждения для тонкосшлифовки |
1 комплект |
|
| 10 |
Система смазки |
1 комплект |
|
| 11 |
Система ПЛК |
1 комплект |
|
| 12 |
Электрическая коробка |
1 комплект |
|
| 13 |
Руководство пользователя |
1 комплект |
|
| 14 |
Подставка для заготовки |
2 комплекта |
|
| 15 |
Функция сервоуправляемого расширения тонкосшлифовочного головки |
1 комплект |
|
Дополнительное оснащение (по желанию)
Инструменты, вспомогательные устройства, резервное масло.
Служебная документация (в комплекте)
- План основания и монтажа
- Общая схема станка
- Руководство по эксплуатации
- Руководство по ЧПУ и программированию
- Электрическая схема
Точность обработки
- Сверление: Шероховатость поверхности Ra6.3~12.5 мкм; Точность диаметра отверстия IT9~IT10; Крен 0.4 мм/1000 мм
- Точное резакивание: Шероховатость поверхности Ra1.6~3.2 мкм; Точность диаметра отверстия IT8~IT9
- Тонкосшлифовка: Шероховатость поверхности Ra0.2~0.8 мкм; Точность диаметра отверстия IT7~IT8
8. Приемка станка
8.1 Предварительная приемка
Пользователь проводит предварительную приемку станка на заводе-изготовителе. Обрабатывается 1 заготовка (заготовка и инструмент предоставляются пользователем) в соответствии с требованиями раздела 7.
8.2 Финальная приемка
Финальная приемка проводится на заводе пользователя. Обрабатывается 1 заготовка (заготовка и инструмент предоставляются пользователем) в соответствии с требованиями раздела 7. После подтверждения соответствия обе стороны подписывают протокол финальной приемки, который вступает в силу после подписания.